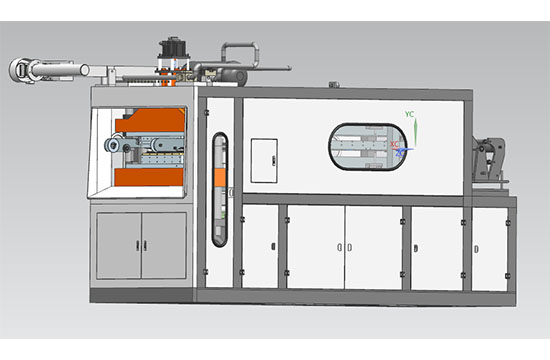
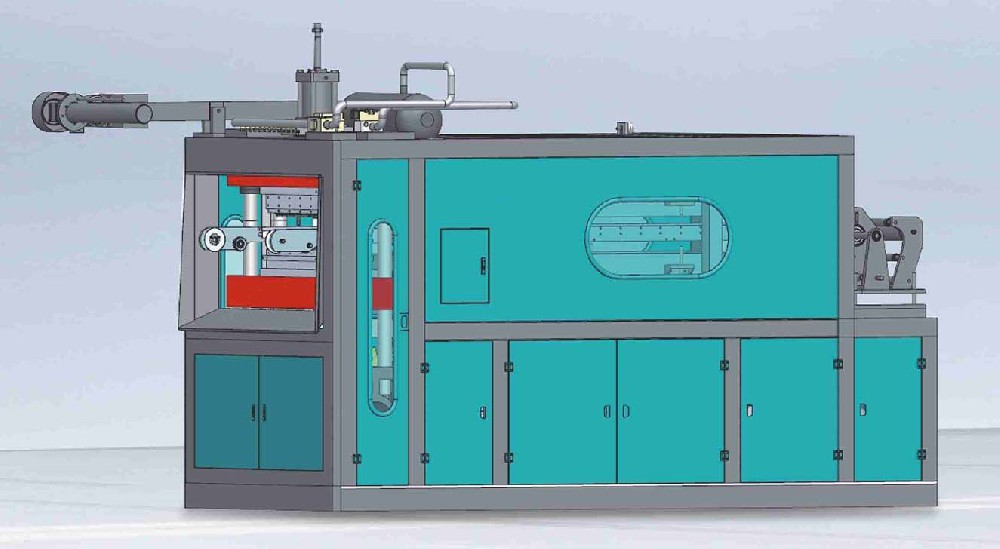
正负压成型机的类型很多,有正负压吸塑成型机、正负压三工位成型机、正负压多工位成型机等。今天小编主要为大家来介绍正负压多工位成型机的组成及其作用。
正负压多工位成型机由夹紧设备、加热设备、真空设备、压缩空气设备、冷却设备、脱模设备及吸塑控制设备等组成,其各组成设备作用分别介绍如下:
一、夹紧设备
塑料薄片成形时,薄片固定在夹紧装置上。热成形的通用型和复合型热成形机大多采用容易固定各种尺寸的片材的夹紧装置。有些正负压多工位成型机整体带有夹紧架。
正负压多工位成型机夹紧装置分为两种。一个是框架式,另一个是挡板式。框架式夹紧装置由上、下两个框架构成。座位夹在两个框架之间。框架打开时,下框架通常保持固定。各类型的单工位成型机上框架的下部直接固定在成型室上。用手装型坯和成品取出的手动和半自动成型机,框架尺寸较大时,安装有框架打开范围内的安全操作装置。对于成形滑动性大的型坯,要求可以在比较大的范围内调节夹紧力。为此,使用2个橡胶辊,用弹簧相互挤压,配备压力调节装置。连续滑块成形机的夹紧是两侧拉链和前后制动器的共同作用。
正负压多工位成型机夹紧装置采用自动控制,动作迅速,有助于提高产品质量和效率。

二、加热设备
正负压多工位成型机主要工序之一是片加热。电加热的持续时间和质量取决于加热器的结构、辐射表面后温度传热的热惯性、片与加热器之间的距离、辐射能量吸收系数、加热器表面的特性以及材料的热物理性能。常用的加热器有电加热器、石英辐射器、红外线加热器。
三、真空设备
真空系统由真空泵、气罐、阀、管路及真空计等构成,真空成形中多采用单独机型的真空泵,该泵的真空度在0.07~0.09MPa(520mmhg)以上。气罐一般是用薄钢板焊接的圆柱形箱体,底部为椭圆形。储气罐的容量至少要比大成形室的容量大一半。真空管路上安装合适的阀门以控制真空的狭窄容量。
真空泵的旋转功率由成形设备的大小和成形速度决定,大小或成形速度快的设备通常使用2-4KW大的。真空中央系统的大小取决于工厂的具体生产和发展要求。
四、压缩空气的设备
空气系统可以由成型机本身配有压缩机、气罐、工厂主管路集、阀门等组成。成型机需要压力为0.4-0.5MPa的压缩空气,各种真空吸塑成型机广泛采用活塞式空气压缩机。也可以用大型螺旋式空气压缩机向整个工厂供给。
压缩空气除了大量成形外,还有一部分动力用于脱模、初制品的外冷却和模具框架的操作、座椅的运转等机械零件的动作。五、冷却设备
为了提高生产效率,真空吸塑成型品在脱模前需要冷却。理想情况下,采用成形品与模具接触,冷却内表面和外表面两者,内置冷却线圈的模具。木材、石膏、玻璃纤维强化塑料、环氧树脂等非金属模具不能水冷,因此可以切换为空冷。另外,为了冷却真空吸引成型品的外表面,也可以添加水雾。
生产中采用自然冷却可以得到退火产品,有利于提高产品的耐冲击性。水冷生产效率高,但内应力大。

六、脱模设备
脱模是指将产品取出模具外,通常,无论是凹型还是凸型,大多通过产品的冷却收缩与模具紧密接触,因此,通过真空吸引孔或向相反方向吹风进行脱模。
特别是在脱模梯度小或有凹型的模具的情况下,使用脱模机构碰撞或振动进行脱模,有时在片材和模具上涂布脱模剂,或向模具表层喷涂特氟隆进行处理。
七、吸塑控制设备
正负压多工位成型机控制系统一般包括在真空吸塑、精整等过程中控制包括设备、仪表、管道、阀门在内的各参数和动作。控制方式有手动、电-机自动控制、计算机控制等,具体选择要根据投资人工成本、技术要求、原料费用、生产和维护设备费用等因素综合考虑。
以上介绍的就是正负压多工位成型机的组成及其作用,如需了解更多,可随时联系我们!
上一篇新闻:发泡片材挤出机的特点
下一篇新闻:可降解饭盒是什么做的?
 浙公网安备 33038102331932号 站点地图
浙公网安备 33038102331932号 站点地图
0577-65555101

瑞安市南滨街道沙园村工业园