

1.片材机需要注意三辊的工作温度,一般来说是进片辊温度要稍微高一点,出片辊温度要低一些。
2.辊面要有一些中高度;三辊之间应等于或者大于板的厚度。
3.注意三辊工作面粗糙度不应该要小于0.2pm不能使用硬刀刮划轴面,因该使用铜质刀清理辊面残料。
4.模具唇口间隙应略小于或等于板质品厚度,模唇中间间隙需要小于两侧端唇间隙。
5.片材机入片形式,中间辊面于唇口下平面在一个水平面上,唇口端面和中间辊中心线平行,相距5到10厘米。
6.成型模具温度略高于机筒温度,高出温度需要在5到10度之间。
7.片材机生产设备机筒各温度由加料阶段开始与成型模具连接处温度慢慢变高。
8.除了聚氯乙烯、聚乙烯和聚丙烯树脂挤出前一般情况下不进行除湿处理外,其他一些塑料都应该在挤出前要求进行除湿于燥处理。
9.三辊的运转速度要略高于板胚从模具口挤出速度,一般速度差不超过百分之10.
10.片材机成型模具温度控制需要稳定,不稳定会造成板片制品的的纵向误差大。
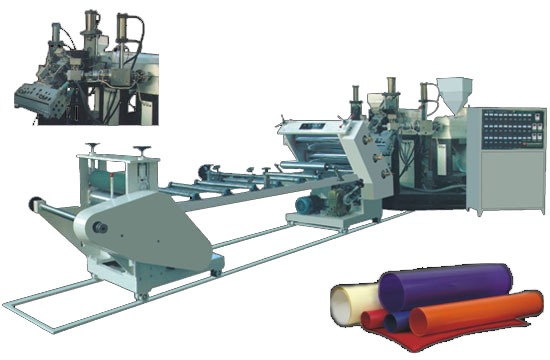
YX-670三色片材机
地址: 瑞安市南滨街道沙园村工业园
联系人:施先生 15067785717,13408647028
座机:0577-65555101
传真:0577-65552084
邮箱:yongxujx@hotmail.com,yongxujx@163.com
网址:www.yongxujx.com

联系人